
1. 高溫,快檢:控制混煉膠的質量,具體分以下兩方面:
1) 制備各種混煉膠的標準硫化曲線圖,并合理的制定各種膠料混煉的合格區(qū)域;見下圖:
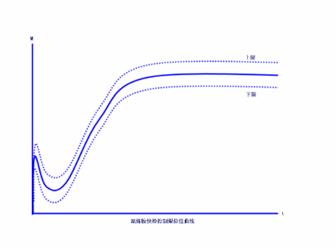
2). 制定合格膠料的范圍的區(qū)域時,應首先嚴格控制混煉膠的工藝條件,即控制混煉條件,這樣產生一批均勻性較好的混煉膠,再用這批膠料分別做其快速的硬度,比重,可塑性三項指標,在三項指標都合格的條件下,作出這批膠料的管制參數,作為標準存入管制數據庫.膠料的試樣應該大于24條,愈多定出的標準愈.這里必須安裝帶管制的統(tǒng)計分析軟件才能自動確定膠料的管制標準.
2. 鑒定原材料:可用于橡膠工業(yè)原材料的生產部門,進行產品的分級和評比質量的優(yōu)劣等,如:天然橡膠生產部門可以根據所測定標準配方的硫化曲線對天然膠進行分類;炭黑生產部門可用硫化曲線作為評比炭黑質量的根據.
3. 用于配方研究:在科研工作中可用硫化儀研究硫化反應速度,硫化溫度系數等動力學方面的問題.
4. 計算硫化溫度系數K值和膠料活化能E值:
1) 硫化溫度系數K值并非在在任何常合下都保持不變,K值與配方有直接關系,當改變硫磺或促進劑量時,則K值就有所變化,而且K值隨硫化程度的加深而趨向K=2,實際上K值一般在1.5~2.5之間變化,利用硫化儀計算K值準確又方便,計式如下:
t2 - t1
T1/T2 = K 10 (1)式
式中: T1 ------ 在溫度t1下的正硫化時間(分);
T2 ------ 在溫度t2下的正硫化時間(分);
t1, t2 ------ 硫化溫度.
例如: 某一膠料在130℃時用硫化儀測得正硫化時間為20分鐘,而在140℃時測得其正硫化時間為9分鐘,則K值為:
140-130
T1/T2 =20/9= K 10
2)測定膠料活化能E值:用硫化儀分別測出膠料在t1,t2溫度下的正硫化時間T1,T2,
然后代入公式:
ln(T1/T2)=E/R (t2-t1/t2.t1) (2)式或者
ln(T1/T2)=E/2.303R (t2-t1/t2.t1) (3)式
式中:
R ------ 為氣體常數(R=8.3143焦耳/克分子.度
或R=0.001987千卡/克分子.度
5. 計算硫化效應,硫化強度以及進一步進行硫化條件的任意換算:
硫化效應等于硫化強度與硫化時間乘積,即:
E=I.T (4)式
式中:E --- 硫化效應;I--- 硫化強度; T --- 正硫化時間.
硫化強度是膠料在一定溫度下,單位時間內所達到的硫化程度,它與硫化溫度系數K值和硫化溫度有關,即:
t-100
I=K 10 (5)式
式中:K --- 硫化溫度系數,通過試驗測定并利用公式(1)求得:
t-100
E=K 10 x T (6)式
利用這一公式就可以將原定的硫化條件作任意的換算.
例如:已知某制品的原定硫化條件為150℃時,硫化時間為20分鐘,現把溫度改為
140℃,求硫化時間是多少分鐘?
解:已知 t1=150℃,T1 =20分 求: t2=140℃,T2 =?
如果要在不同硫化條件下制得其相同的機械物理性能,則必須使其硫化效應相等,令:E1=E2,即:
t1-100 t2-100
K1 10 x T1 = K2 10 x T2
如果計算后,K=2.2,則:
T2 =44分
6. 用硫化儀確定硫化工藝條件:
橡膠制品的硫化是橡膠工藝上的重要課題之一,正確的掌握膠料的硫化特征,可以
把握*硫化點,節(jié)約能源,提高生產率,獲得*的物理化學性能.
下面我們通過對硫化曲線的分析來確定膠料的各項硫化參數:見下圖,將曲線分為:
AB,BC,CD,DE,EF等部分:
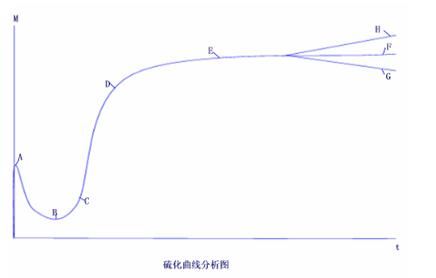
AB部分為膠料流動性,膠料在模腔溫度作用下逐漸變軟,產生流動,因此力矩下降.
BC部分為膠料逐漸發(fā)生變化,力矩開始上升,從A到C為誘導期(或焦燒期),焦燒時
間的長短取決于膠料的配方,主要受促進劑的影響,而操作過程中膠料的受熱歷程也是一個重要因素,這一階段類似于門尼曲線,顯示了膠料硫化前粘滯性.
CD部分為膠料產生硫化反應的交聯階段,即逐漸產生網構,使膠料彈性上升,力矩急劇上升,這一階段稱為熱硫化階段,熱硫化時間的長短取決于膠料配方,硫化反應速度的標志.
從D到E為硫化平坦階段,此時主要的硫化反應已基本完成,已達到zui大交聯程度,所以力矩不再上升而保持有一平坦趨勢,在這一階段中顯示了膠料所獲得的硫化的zui大力矩,平坦硫化時間的長短取決于膠料配方(主要是促進劑和防老劑).
EF,EH,EG為過硫階段,這一階段相當于硫化反應網構形成期的后期,在這一階段中主要是交聯發(fā)生重排作用,以及交聯鍵和鏈段熱裂解的反應, 在這一階段中,由于各種膠料的性質不同,因而表現有不同的趨向,有些膠料(抗熱降解性好)仍保持平坦性(如圖中的EF),通常用硫磺硫化的乙丙膠,丁晴膠, 氯丁膠等會出現此現象;有些膠料(抗熱降解性差),則出現力矩下降(如曲線EG),這是膠料在過硫階段中發(fā)生網構熱裂解所致,通常用非硫磺硫化的天然膠,硅橡膠, 硅氟橡膠等都會出現;有些膠料在過硫化階段中產生結構化作用,因此曲線的力矩仍繼續(xù)緩緩上升(如曲線的EH),通常用非硫磺硫化的丁苯膠, 丁晴膠, 氯丁膠, 乙丙膠等都會出現這種現象.
對于具有明顯zui大力矩的典型硫化曲線,各種硫化參數都可以從曲線上確定:
1) 起始力矩M0 : 反映試驗開始時膠料的起始粘度;
2) zui小力矩ML: 反映膠料在硫化溫度下的粘度;
zui小力矩與膠料可塑性有良好的相關性,與可塑性是負相關,即可塑性大,則zui小
力矩小.
3) zui大力矩MH:為理論上的正硫化時間,代表zui大交聯度,取值可以沿zui小力矩
點作一條與時間軸平行的延線,則從延線到硫化曲線平坦部分之間的間距即為zui大力矩,zui大力矩顯示了膠料的物理特性,即zui大力矩與膠料硬度及定伸有良好的相關性,是正相關, zui大力矩大則膠料硬度和定伸高.
4) 焦燒時間ts1(或t10):膠料在硫化溫度下加熱至出現焦燒的時間.由于橡膠具有熱積累的特性,所以膠料的實際焦燒時間包括操作焦燒時間和剩余焦燒時間, 操作焦燒時間是指在橡膠加工過程中由于熱積累效應所消耗的時間,它取決于加工程度(如膠料翻煉次數,熱煉程度,壓延,壓出等), 剩余焦燒時間是指膠料在模型加熱時保持流動性的時間,對于一般的膠料來說,經過不同工藝加工后的膠料剩余焦燒時間是不同的.
焦燒時間t10=[ML+(MH-ML)x10%]所對應的時間,意即:此膠料已達到10%的
交聯度,已不適應加工了;標準采用ts1作為焦燒點:當硫化儀振幅為1°角時,焦燒點用ts1表示,ts1=(ML+0.1NM)所對應的時間;如用3°角時, 則焦燒點用ts2表示, ts2=(ML+0.2NM)所對應的時間.
試驗時轉子(或模腔)振幅大,曲線轉矩也大,但采用大振幅時,膠料硫化后試料與模腔間容易打滑,所以為了防止打滑,目前傾向于采用小振幅進行試驗,另外,轉子污染也是造成打滑的原因之一,且振幅愈小時,干凈與污染的轉子所繪的硫化曲線比較接近,從這一點上說采用小振幅進行試驗也是比較好的,同時為了試驗的正確性,應經常使轉子(或模腔體)保持清潔.
5) 正硫化時間(zui宜硫化時間)t90:代表膠料達到*性能狀態(tài)時的硫化時間,也是工藝上的正硫化時間,t90=[ML+(MH-ML)x10%]所對應的時間,習慣上,正硫化時間是指抗張強度達到zui高點略前的時間,或取定伸曲線迅速下降的那個轉折點,也有以抗張強度zui高值的點作為正硫化點的,實際上,從硫化曲線的發(fā)展來看,在熱硫化階段中,力矩上升速度很快,隨后則轉為緩慢上升,至出現zui大值(或繼續(xù)緩慢上升,或轉為下降),也就是說,大部分90%的交聯鍵是在熱硫化階段生成,只有小部分(10%以下)的交聯鍵是在后繼階段生成的,所以從經濟角度來看,一般選用t90作為工藝上的正硫化時間,對于大多數制品來說,選用t90作為正硫化時間,已基本上滿足使用性能的要求.
6) 硫化速率:它是反映硫化反應進行得快慢的一個參數,膠料的硫化速率與配方
中的促進劑品種及用量有關,其取值為t90與t10之差的倒數,在陡峭區(qū)域內,硫化曲線的斜率就是兩個點(即t90與t10兩個點)間的力矩差除以時間差.
7)其他應用:用硫化儀也可代替目前各下降廠所用的測定硬度,比重,可塑性, 定伸強度,扯拉伸長率及*變形等習慣的快檢控制方法
上一篇:試驗機技術的發(fā)展
下一篇:常規(guī)用電子材料試驗機
 QQ:64864648
QQ:64864648 郵箱:lingdun@ldtest.com
郵箱:lingdun@ldtest.com 傳真:0514-86238779
傳真:0514-86238779 地址:江蘇省揚州市江都區(qū)真武鎮(zhèn)楊莊工業(yè)園區(qū)
地址:江蘇省揚州市江都區(qū)真武鎮(zhèn)楊莊工業(yè)園區(qū)
掃一掃 微信咨詢
©2024 揚州市靈頓測試儀器有限公司 版權所有 備案號:蘇ICP備14059558號-3 技術支持:化工儀器網 Sitemap.xml 總訪問量:256175 管理登陸
